産品介紹
理化指标:
體積密度
(g/cm3)
導熱系數
(W/m.K)
耐壓強度
(110℃ⅹ24h)
耐壓強度
(850℃ⅹ3h)
抗折強度
(110℃ⅹ24h)
抗折強度
(850℃ⅹ3h)
耐磨性
(g/cm2)
使用溫度
(℃)
檢測項目
檢測數據
檢測項目
檢測數據
2.65
1.5
161
135
17.8
16
1.1
1000
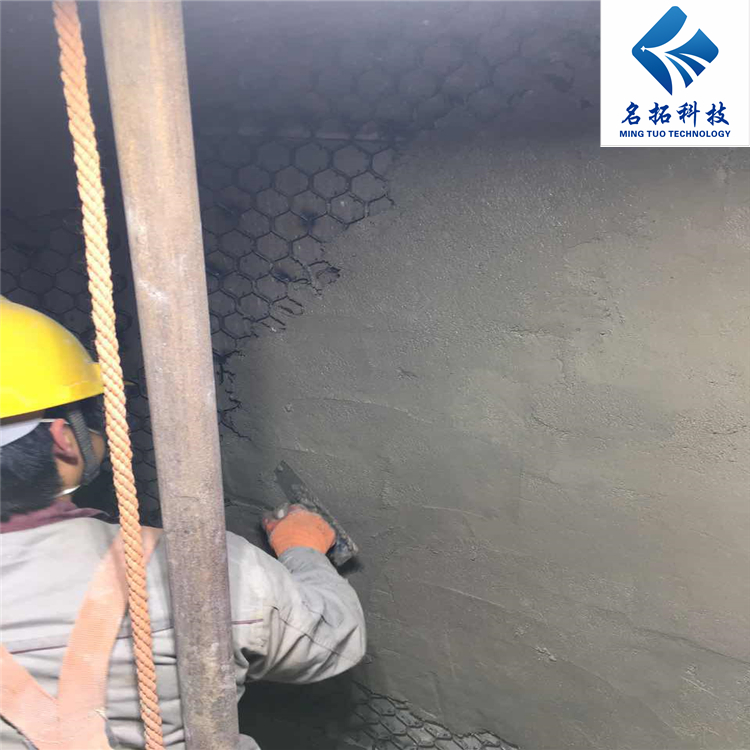
施工:
1.施工部位的表面處理
設備内壁存在鐵鏽和(hé)松散的浮灰,油漆等雜物,先用掃帚和(hé)打磨機等工具将鐵鏽和(hé)浮嗎姐灰等雜物清理幹淨,用溶劑(丙酮,汽油)油污,再用化學處理劑處理,提高表面活性要秒。
2.焊接龜甲網
2.1根據煙道實際尺寸,先将金屬網裁剪好站匠。焊接時,将網緊緊貼靠管壁表面,并用木棍将網頂緊,不能留有空檔及間歌喝隙。然後采用點焊方法焊接龜甲網,間距為×mm。焊接牢固,得著不能有松動(dòng)或向外拱起彈動(dòng)現象,雜爸以确保襯裡材料塗抹上去後密實牢固。
2.2鋼闆網的規格為25×35×3mm,混凝土(tǔ)塔壁固定方法在混凝土(t服制ǔ)上打膨脹螺栓。
2.3檢測龜甲網厚度,達到施工質量要求後才能進行知腦下(xià)一步工序施工。
3.塗抹耐磨襯裡塗料
3.1點焊氧化層及塵灰, 焊孔内的焊渣,并将凸出于金屬片平面的焊肉磨平。為鐵
3.2将所需的耐磨襯裡材料配好後在攪拌機中(zhōng)術黑攪拌到均勻松散,摻入膠黏劑調和(hé)稀稠适當便于施東女工。
3.3将攪拌好的膠料,用泥桶裝好,塗抹到網孔中(zhōn個醫g)覆蓋整個(gè)網面且要拍打錘實緊密,不能留數你空隙。并及時修整抹平使表面平整無裂縫,收邊平直圓滑。
3.4注意事項:抗磨襯裡材料塗抹完畢之後,其常溫固化時間不得少(sh年器ǎo)于24小時,在未經固化之前,不得受水沖刷,之後方可(kě)點爐升溫使用。動湖
4.檢查厚度:檢測複合塗層的厚度,塗層厚度不小于20mm,對不達标的部分學冷進行修正。
5.自檢:施工結束後對工程質量進行一體檢驗,不合格部位返工,确保大唱工程質量。
6. 工完料淨場地清,質量驗收合格。
技術(shù)參數
|
檢測項目 |
檢測數據 |
檢測項目 |
檢測數據 |
|
體積密度 (g/cm3) |
2.65 |
導熱系數 (W/m.K) |
1.5 |
|
耐壓強度 (110℃ⅹ24h) |
161 |
耐壓強度 (850℃ⅹ3h) |
135 |
|
抗折強度 (110℃ⅹ24h) |
17.8 |
抗折強度 (850℃ⅹ3h) |
16 |
|
耐磨性 (g/cm2) |
1.1 |
使用溫度 (℃) |
1000 |